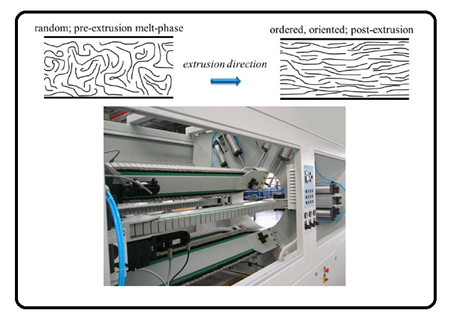
کِشنده ها وظیفه کشیدن لوله در خط تولید لوله ها را به عهده دارند. دستگاه کشنده می بایست به صورت منظم و یکنواخت لوله را بدون آنکه فشاری مضاعف بر آن وارد کند (جلوگیری از ایجاد دوپهنی لوله) بکشد و سرعت آن باید با سرعت خروج مواد مذاب از اکسترودر هماهنگ باشد تا ضخامت لوله دچار تغییر نگردد. لیکن تنظیم نامناسب فکهای کشنده اصلی لوله که باعث سرخوردن لوله و در نتیجه افزایش ضخامت آن می شود. در بعضی موارد با افزایش سرعت تولید به منظور ثابت ماندن نسبت کشش و همچنین دستیابی به ضخامت یکنواخت مجبور به افزایش سرعت کشش هستیم. از دیدگاه مولکولی با افزایش دور ماردون به دلیل عدم تامین زمان مناسب در دای جهت آسودگی از تنش زنجیره های پلیمری و همچنین به تناسب آن سرعت کشش بالا، ایجاد ساختارهای "شش کباب" (برای لوله پلی اتیلن) دلیل اصلی تشکیل نواحی بلورین در حین کشش، اجتناب ناپذیر می باشد. این نواحی آرایش یافته در محصول به هنگام انجام آزمون برگشت طولی در دمای تعریف شده استاندارد ( مطابق استاندارد ISO 2505 برای لوله های پلی اتیلن در دمای oC 110 و برای لوله های پلی پروپیلن و پلی وینیل کلراید در دمای oC 150 ) زمان کافی برای بازگشت به پایدارترین حالت خود را پیدا کرده و موجب عدم انطباق نتیجه آزمون با الزامات استاندارد میگردد. همچنین در مورد لولههای UPVC آبرسانی این مورد باعث کاهش استحکام ضربهپذیری محصول شده و خواص مکانیکی آن افت پیدا میکند. در نتیجه، همواره توجه به پارامترهای فرآیندی در کنار کنترل کیفیت مواد اولیه، یکی از عوامل تاثیرگذار جهت بهبود خواص لوله های پلیمری می باشد.
دوشنبه 19 اردیبهشت 1401






