از جمله تجهیزات ساخت شده توسط شرکت دانش بنیان آریانام، دستگاه فرز CNC آزمایشگاهی ( رومیزی) است که در آزمایشگاه های کنترل کیفیت پلیمر به منظور آماده سازی نمونه های آزمون خواص مکانیکی مورد استفاده قرار می گیرد. که برای این منظور از دستگاه کشش( تنسایل ) پلیمر یونیورسال جهت سنجش استحکام کششی و سایر خواص مکانیکی نمونه تهیه شده استفاده می گردد.
در مهندسی مکانیک، شاخهی ماشین ابزار به مباحثی درزمینه ی ماشین کاری و چگونگی رسیدن به صافی سطوح مختلف پرداخته شده است، که از عوامل بسیار مؤثر در رسیدن به صافی سطح بالا می توان به موارد زیر اشاره نموند:
- جلوگیری از ارتعاش ابزار
- جلوگیری از ارتعاش قطعه کار
- استفاده از سرعت برشی مناسب در ماشینکاری
- و موارد دیگر...
طی بررسی های صورت گرفته در مراجع مختلف،می توان به عوامل ایجاد ارتعاش ازجمله، کندی ابزار و عدم بستن صحیح قطعه کار اشاره نمود.
در واحد طراحی ساخت مجموعه آریانام جهت رسیدن به شرایط ماشینکاری مناسب به بررسی نحوه بستن قطعه کار و تأثیر آن بر صافی سطح پرداخته شده است. نکته حائز اهمیت در ماشین کاری نمونهای کشش، صافی سطح بالای نمونه ماشین کاری میباشد زیرا هرگونه ترک یا ناصافی در سطح بهطور مستقیم روی آزمون کشش تأثیر منفی خواهد داشت.
همانطور که در بالا اشاره شد قطعات پلیمری، در آزمایشگاه های پلیمر، جهت ماشین کاری مورد استفاده قرار می گیرد و از آنجایی که پلاستیکها خاصیت ارتعاشی و ارتجاعی بالایی دارند لذا مهار کامل قطعه کار از اهمیت بالایی برخوردار میباشد.
در زیر نتایج آزمایشهای صورت گرفته بر روی نحوه بستن دمبل را مشاهده میفرمایید:
آزمون شماره 1 :
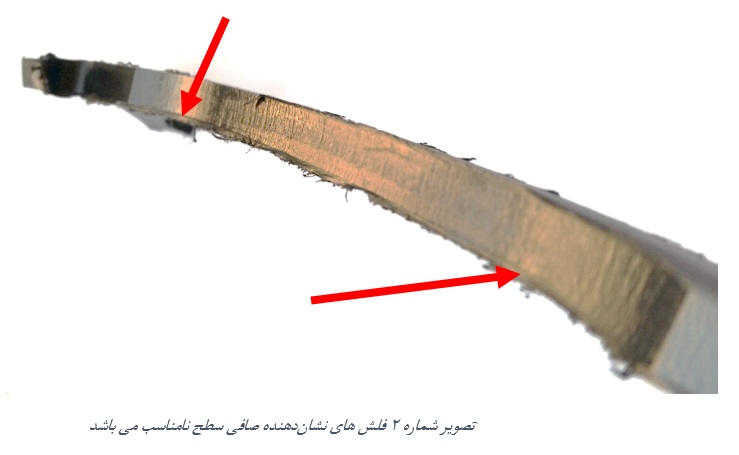
- جنس قطعه کار پلی اتیلن ( لوله)
- ضخامت 7میلیمتر
- ابزار : کارباید قطر mm10 ,چهار پر
خشن کاری :
- سرعت پیشروی 400mm/s
- سرعت اسپیندل 9000rpm
پرداخت :
مقدار ضخامت بار برداری mm1
- سرعت پیشروی 200mm/s
- سرعت اسپیندل 18000rpm
آزمون شماره 2 :
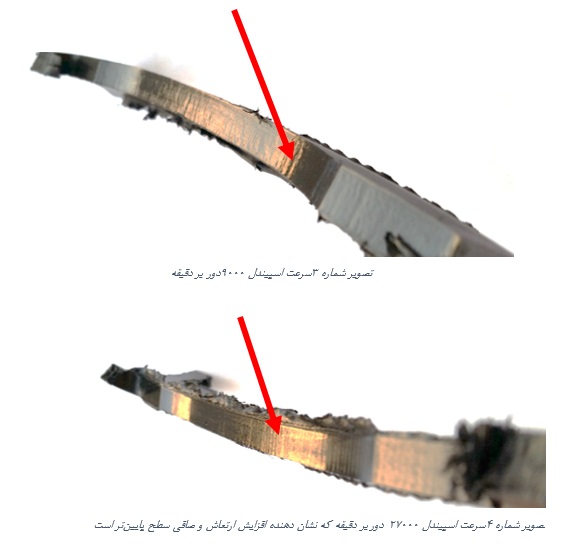
- ضخامت 7میلیمتر
- ابزار : کارباید قطر mm10 ,چهار پر
خشن کاری :
- سرعت پیشروی 400mm/s
- سرعت اسپیندل 9000rpm
پرداخت :
مقدار ضخامت بار برداری mm1
- سرعت پیشروی 200mm/s
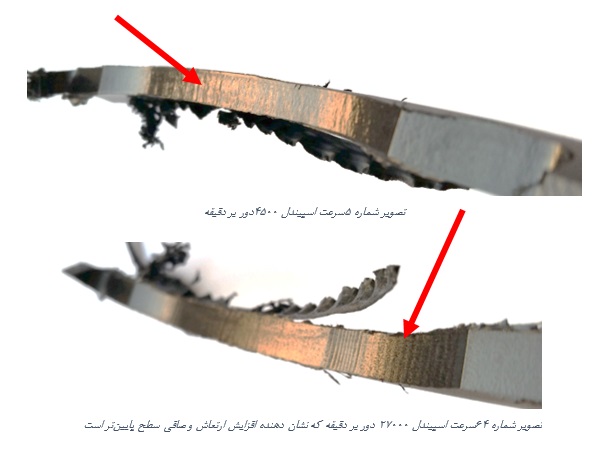
- سرعت اسپیندل 9000rpm و 27000
آزمون شماره 3 :
- جنس قطعه کار پلی اتیلن ( لوله)
- ضخامت 7میلیمتر
- ابزار : کارباید قطر mm10 ,چهار پر
خشن کاری :
- سرعت پیشروی 400mm/s
- سرعت اسپیندل 9000rpm
پرداخت :
مقدار ضخامت بار برداری mm1
- سرعت پیشروی 100mm/s
- سرعت اسپیندل 2000rpm و 27000
بهطور کلی همانطور که در تصاویر نتایج آزمون مشاهده شد. هیچ یک از تغییرات در پارامترها تأثیر مطلق و کاملی جهت کاهش ارتعاش نداشت. از این رو در آزمون بعدی بهطور کلی طرح نحوه بستن قطعه را تغییر و نتیجه گواه بهبود بسیار زیاد صافی سطح می باشد.
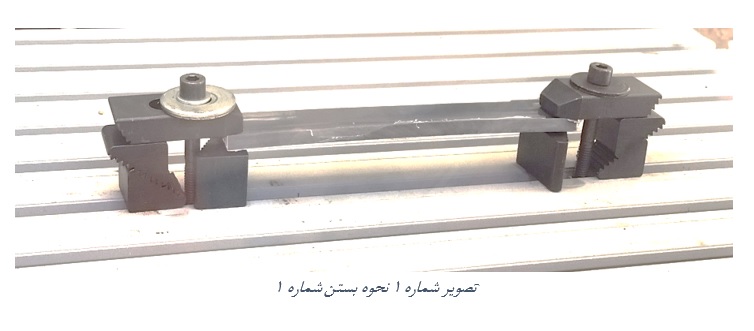
نحوه بستن شماره 2 :

در این طرح ،گیرش کامل قطعه در راستای طولی را مشاهده می فرمایید.
نتیجه آزمون فارغ از پارامترهای ماشینکاری و تنها با یک پاس براده برداری را در شکل زیر مشاهده میفرمایید.

تهیه مطلب: مهندس جلال همتی
شنبه 1 آبان 1400






