روش ¬های مختلفی برای قالبگیری قطعات لاستیکی وجود دارد که می ¬توان آنها را به سه دسته ¬ی کلی قالبگیری فشاری، قالبگیری تزریقی و قالبگیری انتقالی تقسیم کرد. همچنین سایر روش ¬های قالبگیری را می¬ توان ترکیبی از این سه روش¬ قلمداد کرد.
1- قالبگیری فشاری
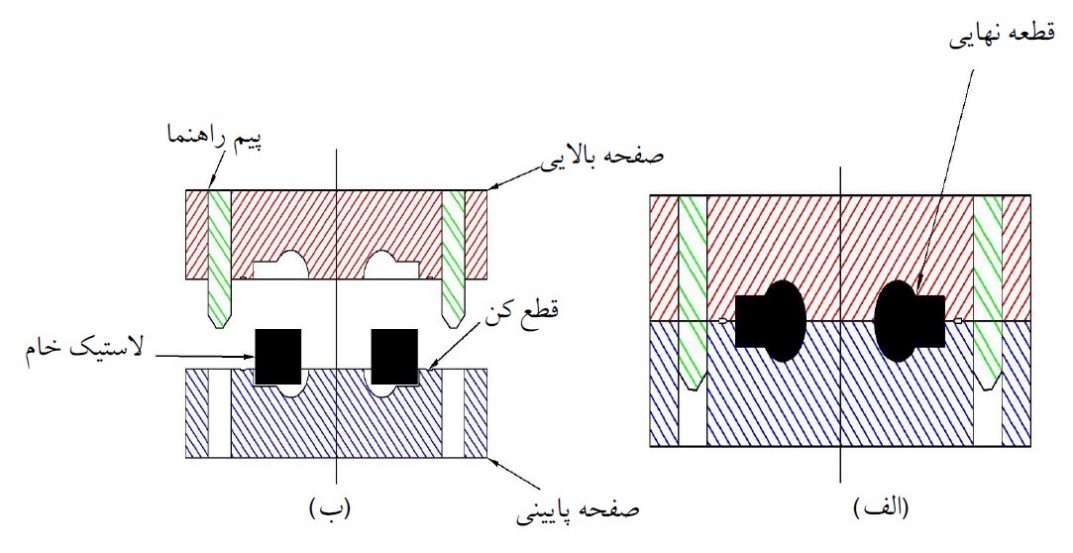
در این روش تولید قطعات لاستیکی از پرس ¬های حرارتی استفاده می¬ شود که معمولا دارای المنت¬ های الکتریکی یا گازی می ¬باشند و دارای دو صفحه بالایی و پایینی هستند که صفحه پایینی ثابت بوده و صفحه بالایی متحرک است. تناژ پرس ها با توجه به ابعاد و وزن قطعه متغیر است.
در این روش قالب از دو قسمت بالایی و پایینی تشکیل می¬ شود که قسمت پایینی قالب خود می ¬تواند یک تکه یا چند تکه باشد (بسته به شکل هندسی و ابعاد قطعه). پس از ثابت کردن قالب به صفحه ¬ی پرس به وسیله ¬ی بست یا جوش یا ... دمای پرس را به دمای مناسب که متناسب با فرمولاسیون لاستیک خام است رسانده و ثابت نگه می ¬داریم.
در این مرحله¬ لاستیک خام را متناسب با شکل هندسی قالب پیش فرم داده و درون حفره¬ی قالب قرار می¬ دهیم، اندازه¬ گیری وزن قطعه قبل از تولید اهمیت خاصی دارد و باید وزن لاستیک خام مورد استفاده اندکی بیشتر از وزن قطعه¬ ی نهایی باشد تا قالب به صورت کامل پر شود و حباب¬-های هوا در قطعه ظاهر نشود.
سپس با استفاده از فشار هیدرولیک پرس، قالب و لاستیک خام در دمای مناسب و تحت فشار مناسب قرار می ¬گیرند تا زمان لازم برای پخت قطعه لاستیکی و رسیدن به خواص مطلوب سپری شود.
قالبگیری تزریقی در قطعات لاستیکی بسیار شبیه به قطعات پلاستیکی است و در این روش لاستیک خام در دما و فشار بالا به درون قلب تزریق می¬ شود. کلیه قسمت¬ ها و مراحل تزریق در شکل نشان داده شده است.
استفاده از این روش در تولید انبوه به دلیل سرعت بالا در تولید بسیار مرسوم است، البته این روش قالبگیری نقاط ضعف زیادی نسبت به دو روش دیگر دارد که مهمترین آنها گران بودن تجهیزات مورد استفاده در این روش است همچنین امکان استفاده از تمام انواع لاستیک در این فرایند وجود نداشته و لاستیک مورد استفاده باید دارای ویسکوزیته بسیار پایینی باشد تا در فرایند تزریق خللی ایجاد نکند، به همین دلیل قطعات لاستیکی تولیدی به این روش معمولا خواص مکانیکی قابل قبولی نسبت به دو روش دیگر ندارد.
3 - قالبگیری انتقالی
قالبگیری انتقالی را می ¬توان استراتژیک ¬ترین روش تولید قطعات لاستیکی برشمرد، قطعات با ابعاد بزرگ و شکل هندسی خاص را در این روش می¬ توان بدون محدودیت در پایه پلیمر از لحاظ خواص فیزیکی و شیمیایی تولید نمود. البته این روش قالبگیری بسیار دشوار و زمانبر می¬ باشد و تنها در تولید محدود و قطعات خاص که با سایر روش¬ ها قابل تولید نباشند کاربرد دارد.
در این روش محفظه¬ ای در قالب تعبیه شده است (معمولا در بالای قالب) که لاستیک خام را در آن قرار داده و با استفاده از فشار پرس هیدرولیک این مواد از راهگاه عبور کرده و وارد حفره¬ ی قالب می¬ شود، این فشار بسته به ابعاد قطعه و توان پرس دارد و در فشارهای بسیار بالا محدودیتی وجود ندارد، ارتفاع راهگاه در کمترین حد ممکن است و عملیات تزریق در کمترین زمان ممکن صورت می ¬گیرد، قطر و تعداد راهگاه¬ ها نیز بسته به ابعاد قطعه متغیر است. لاستیک خام قبل از تزریق باید تا حد امکان گرم شود تا ویسکوزیته پایین تری پیدا کند و باعث آسان¬ تر شدن عملیات تزریق شود.
به منظور تولید با این روش پارامترهای زیادی باید بررسی و کنترل شوند، به عنوان مثال دمای قالب قبل از عملیات تزریق باید پایین ¬تر از دمای پخت لاستیک ثابت شود و همچنین شرایطی پیش بینی شود که بعد از اتمام مرحله تزریق به سرعت قالب به دمای پخت لازم جهت تزریق برسد و همچنین دما در نقاط مختلف قالب یکسان و قابل کنترل باشد، زمانبندی تولید به گونه¬ ای باشد که پخت به صورت کامل صورت پذیرد و اثری از سوختگی یا نپختگی در قطعه مشاهده نشود.
گردآورنده: سهیل زنوزی